

什么是锂离子电池
锂离子电池:是一种二次电池(充电电池),它主要依靠锂离子在正极和负极之间移动来工作。在充放电过程中,Li+ 在两个电极之间往返嵌入和脱嵌:充电时,Li+从正极脱嵌,经过电解质嵌入负极,负极处于富锂状态;放电时则相反。锂系电池分为锂电池和锂离子电池。手机和笔记本电脑使用的都是锂离子电池,通常人们俗称其为锂电池。电池一般采用含有锂元素的材料作为电极,是现代高性能电池的代表。而真正的锂电池由于危险性大,很少应用于日常电子产品。
区别
锂离子电池容易与下面两种电池混淆:
(1)锂电池:以金属锂为负极。
(2)锂离子电池:使用非水液态有机电解质。
(3)锂离子聚合物电池:用聚合物来凝胶化液态有机溶剂,或者直接用全固态电解质。锂离子电池一般以石墨类碳材料为负极。
锂离子电池构造
1、正极构造
LiCoO2+导电剂+粘合剂(PVDF)+集流体(铝箔)
2、负极构造
石墨+导电剂+增稠剂(CMC)+粘结剂(SBR)+集流体(铜箔)
3、隔膜
一种经特殊成型的高分子薄膜,薄膜有微孔结构,可以让锂离子自由通过,而电子不能通过。
4、有机电解液
溶解有六氟磷酸锂的碳酸酯类溶剂,聚合物的则使用凝胶状电解液。
5、电池外壳
分为钢壳(方型很少使用)、铝壳、镀镍铁壳(圆柱电池使用)、铝塑膜(软包装)等,还有电池的盖帽,也是电池的正负极引出端。
锂离子电池工作原理原理详解
(1)充电过程
锂离子电池工作原理原理,是一个电源给电池充电,此时正极上的电子e从通过外部电路跑到负极上,正锂离子Li+从正极“跳进”电解液里,“爬过”隔膜上弯弯曲曲的小洞,“游泳”到达负极,与早就跑过来的电子结合在一起。此时:
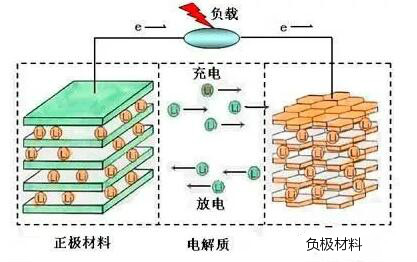
(2)电池放电过程
锂离子电池工作原理原理,放电有恒流放电和恒阻放电,恒流放电其实是在外电路加一个可以随电压变化而变化的可变电阻,恒阻放电的实质都是在电池正负极加一个电阻让电子通过。由此可知,只要负极上的电子不能从负极跑到正极,电池就不会放电。电子和Li+都是同时行动的,方向相同但路不同,放电时,电子从负极经过电子导体跑到正极,锂离子Li+从负极“跳进”电解液里,“爬过”隔膜上弯弯曲曲的小洞,“游泳”到达正极,与早就跑过来的电子结合在一起。
充放电特性
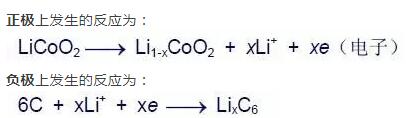
电芯正极采用LiCoO2 、LiNiO2、LiMn2O2,其中LiCoO2本是一种层结构很稳定的晶型,但当从LiCoO2拿走x个Li离子后,其结构可能发生变化,但是否发生变化取决于x的大小。通过研究发现当x >0.5时,Li1-xCoO2的结构表现为极其不稳定,会发生晶型瘫塌,其外部表现为电芯的压倒终结。所以电芯在使用过程中应通过限制充电电压来控制Li1-xCoO2中的x值,一般充电电压不大于4.2V那么x小于0.5 ,这时Li1-xCoO2的晶型仍是稳定的。
负极C6其本身有自己的特点,当第一次化成后,正极LiCoO2中的Li被充到负极C6中,当放电时Li回到正极LiCoO2中,但化成之后必须有一部分Li留在负极C6中心,以保证下次充放电Li的正常嵌入,否则电芯的压倒很短,为了保证有一部分Li留在负极C6中,一般通过限制放电下限电压来实现:安全充电上限电压≤4.2V,放电下限电压≥2.5V。
记忆效应的原理是结晶化,在锂电池中几乎不会产生这种反应。但是,锂离子电池在多次充放后容量仍然会下降,其原因是复杂而多样的。主要是正负极材料本身的变化,从分子层面来看,正负极上容纳锂离子的空穴结构会逐渐塌陷、堵塞;从化学角度来看,是正负极材料活性钝化,出现副反应生成稳定的其他化合物。物理上还会出现正极材料逐渐剥落等情况,总之最终降低了电池中可以自由在充放电过程中移动的锂离子数目。
过度充电和过度放电,将对锂离子电池的正负极造成永久的损坏,从分子层面看,可以直观的理解,过度放电将导致负极碳过度释出锂离子而使得其片层结构出现塌陷,过度充电将把太多的锂离子硬塞进负极碳结构里去,而使得其中一些锂离子再也无法释放出来。
不适合的温度将引发锂离子电池内部其他化学反应生成我们不希望看到的化合物,所以在不少的锂离子电池正负极之间设有保护性的温控隔膜或电解质添加剂。在电池升温到一定的情况下,复合膜膜孔闭合或电解质变性,电池内阻增大直到断路,电池不再升温,确保电池充电温度正常。
电池制作工艺流程
1、(正、负极)干混→湿混→滚涂膏体在导电基体上→3步干燥→卷绕→切边(切成一定宽度)→辊压→卷绕(备用)干混采用球磨, 磨球是玻璃球或氧化锆陶瓷球;
湿混采用。行星式拌粉机, 其叶片分别装在2-3个轴上, 混合效果更好。湿混中溶剂数量要恰当, 形成合适的流变态, 以获得平滑的涂层。滚涂电极膏体要保证一定的粘度, 膏体涂于铝箔或铜箔的两面, 而涂层的厚度取决于电池的型号。然后再相继通过3个加热区进行干燥, NMP(或水)从涂层中随热空气或干燥氮气流动而挥发, 溶剂可以回收再利用。辊压是为了提高涂层的密度, 并使电极厚度能符合电池装配的尺寸, 辊压阶段的压力要适中, 以免卷绕时粉料散落。
2、电池的组装
圆柱电池的装配工艺流程:绝缘底圈入筒→卷绕电芯入筒→插入芯轴→焊负极集流片于钢筒→插入绝缘圈→钢筒滚线→真空干燥→注液→组合帽(PTC元件等)焊到正极引极上→封口→X射线检查→编号→化成→循环→陈化。
方形电池装配工艺流程:绝缘底入钢盒→片状组合电芯入筒→负极集流片焊于钢盒→上密封垫圈→正极集流片焊于杆引极→组合盖(PTC元件等)焊到旋引极上→组合盖定位→激光焊接→真空干燥→注液→密封→X射线检查→编号→化成→循环→陈化。
装配工艺说明:以圆柱形电池为例(方形电池基本过程相同)。卷绕芯入筒以前, 将铝条(0.08—0.15㎜厚、3㎜宽)和镍条(0.04—0.10㎜厚, 3㎜宽)分别用超声波焊接在正、负极导电基体的指定处作为集流引极。
电池隔膜一般采用PE/PP2层或PP/PE/PP 3层组成, 隔膜都是经过120℃热处理过的, 以增加其阻止性和提高其安全性。正极、隔膜、负极3者叠合后卷绕入筒, 由于采用涂膏电极, 故必须让膏体材料与基体结合得好, 以形成高密度电极, 特别要防止掉粉, 以免其穿透隔膜而引起电池内部短路。在卷绕电芯插入钢筒以前, 放一个绝缘底入钢筒底部是为了防止电池内部短路这对于一般电池都是相同的。电解质一般采用LiPF6和非水有机溶剂, 在真空注液以前,电池要真空干燥24/h, 以除去电池组分中的水分和潮气, 以免LiPF6与水反应形成HF而缩短寿命。电池密封采用涂密封胶、插入垫圈、卷边加断面收缩过程,基本原理与碱性可充电池相同。封口以后, 电池要用异丙醇和水的混合液除去油污物和溅出的电解液, 然后再干燥。使用一种气味传感器或“ 嗅探器”元件检查电池漏液情况。
整个电池装配完成以后, 电池要用X射线鉴定电池内部结构是否正常, 对于电芯不正、钢壳裂缝、焊点情况、有无短路等进行检查, 排除有上述缺陷的电池, 确保电池质量。最后一道工序是化成, 电池第1次充电, 阳极上形成保护膜, 称为固体电解质中间相层(SEI), 它能防止阳极与电解质反应, 并是电池安全操作、高容量、长寿命的关键要素。电池经过几次充放电循环以后陈化2—3周, 剔去微短路电池, 再进行容量分选包装后即成为商品了。
电池的性能
1、电性能:
(1) 额定容量:0.5C放电,单体电池放电时间不低于2h,电池组放电时间不低于1h54min(95%);
(2)1C放电容量:1C放电,单体电池放电时间不低于57min(95%),电池组放电时间不低于54min(90%);
(3)低温放电容量:-20?C下0.5C放电,单体或电池组放电时间均不低于1h12min(60%);
(4)高温放电容量:55?C下0.5C放电,单体电池放电时间不低于1h54min(95%),电池组放电时间不低于1h48min(90%);
(5) 荷电保持及恢复能力:满电常温下搁置28天,荷电保持放电时间不低于1h36min(80%),荷电恢复放电时间不低于1h48min(90%);
(6)储存性能:进行贮存试验的单体电池或电池组应选自生产日期不足3个月的,贮存前充50%~60%的容量,在环境温度40℃±5?C,相对湿度45%~75%的环境贮存90天。贮存期满后取出电池组,用0.2C充满电搁置1h后,以0.5C恒流放电至终止电压,上述试验可重复测试3次,放电时间不低余1h12min(60%);
(7)循环寿命:电池或电池组采用0.2C充电,0.5C放电做循环,当连续两次放电容量低于72min(60%)时停止测试,单体电池循环寿命不低于600次,电池组循环寿命不低于500次;
(8)高温搁置寿命:应选自生产日期不足三个月的单体电池的进行高温搁置寿命试验,进行搁置前应充入50%±5%的容量,然后在环境温度为55℃±2?C的条下搁置7天。7天后将电池取出,在环境温度为20℃±5?C下搁置2~5h。先以0.5C将电池放电至终止电压,0.5h后按0.2C进行充电,静置0.5h 后,再以0.5C恒流放电至终止电压,以此容量作为恢复容量。以上步骤为1周循环,直至某周放电时间低于72min(60%),试验结束。搁置寿命不低于56天(8周循环)。
2、安全性能
(1)持续充电:将单体电池以0.2ItA恒流充电,当单体电池端电压达到充电限制电压时,改为恒压充电并保持28d,试验结束后,应不泄漏、不泄气、不破裂、不起火、不爆炸(相当于满电浮充)。
(2)过充电:将单体电池用恒流稳压源以3C恒流充电,电压达到10V后转为恒压充电,直到电池爆炸或起火或充电时间为90min或电池表面温度稳定(45min内温差≤2?C)时停止充电,电池应不起火、不爆炸(3C10V);将电池组用稳压源以0.5ItA恒流充电,电压达到n×5V(n为串联单体电池数)后转为恒压充电,直到电池组爆炸或起火或充电时间为90min或电池组表面温度稳定(45min内温差≤2?C)时停止充电,电池应不起火、不爆炸。
(3)强制放电(反向充电):将单体电池先以0.2ItA恒流放电至终止电压,然后以1ItA电流对电池进行反向充电,要求充电时间不低于90min,电池应不起火、不爆炸;将电池组其中一只单体电池放电至终止电压,其余均为充满电态的电池,再以1ItA恒流放电至电池组的电压为0V时停止放电,电池应不起火、不爆炸。
(4)短路测试:将单体电池经外部短路90min,或电池表面温度稳定(45min内温差≤2?C)时停止短路,外部线路电阻应小于50mΩ,电池应不起火、不爆炸;将电池组的正负极用小于电阻0.1Ω的铜导线连接直至电池组电压小于0.2V或电池组表面温度稳定(45min内温差≤2?C),电池应不起火、不爆炸
3、机械性能
(1)挤压:将单体电池放置在两个挤压平面中间,逐渐增加压力至13kN,圆柱形电池挤压方向垂直于圆柱轴的纵轴,方形电池挤压电池的宽面和窄面。每只电池只能接受一次挤压。试验结果应符合4.1.2.1的规定。在电池组上放一直径为15cm的钢棒对电池组的宽面和窄面挤压电池组,挤压至电池组原尺寸的85%,保持5min,每个电池组只接受一次挤压。
(2)针刺:将单体电池放在一钢制的夹具中,用φ3mm~φ8mm的钢钉从垂直于电池极板的方向贯穿(钢针停留在电池中),持续90min,或电池表面温度稳定(45min内温差≤2℃)时停止试验。
(3)重物冲击:将单体电池放置于一钢性平面上,用直径15.8mm的钢棒平放在电池中心,钢棒的纵轴平行于平面,让重量9.1kg的重物从610mm高度自由落到电池中心的钢棒上;单体电池是圆柱形时,撞击方向垂直于圆柱面的纵轴;单体电池是方形时,要撞击电池的宽面和窄面,每只电池只能接受一次撞击。
(4) 机械冲击;将电池或电池组采用刚性固定的方法(该方法能支撑电池或电池组的所有固定表面)将电池或电池组固定在试验设备上。在三个互相垂直的方向上各承受一次等值的冲击。至少要保证一个方向与电池或电池组的宽面垂直,每次冲击按下述方法进行:在最初的3ms内,最小平均加速度为735m/s2,峰值加速度应该在1225 m/s2和1715 m/s2之间。
(5) 振动:将电池或电池组直接安装或通过夹具安装在振动台面上进行振动试验。试验条件为频率10Hz~55Hz,加速度29.4 m/s2,XYZ每个方向扫频循环次数为10次,扫频速率为1oct/min。
(6)自由跌落:将单体电池或电池组由高度(最低点高度)为600mm的位置自由跌落到水泥地面上的20mm厚的硬木板上,从XYZ三个方向各一次。自由跌落结束后。
4、环境适应性
(1) 高温烘烤:将单体电池放入高温防爆箱中,以(5±2?C)/min升温速率升温至130℃,在该温度下保温10min。
(2) 高温储存:将单体电池或电池组放置在75±2?C的烘箱中搁置48h,电池应,应不泄漏、不泄气、不破裂、不起火、不爆炸。
(3)低气压:(UL标准)。
烜芯微专业制造二三极管,MOS管,20年,工厂直销省20%,1500家电路电器生产企业选用,专业的工程师帮您稳定好每一批产品,如果您有遇到什么需要帮助解决的,可以点击右边的工程师,或者点击销售经理给您精准的报价以及产品介绍
烜芯微专业制造二三极管,MOS管,20年,工厂直销省20%,1500家电路电器生产企业选用,专业的工程师帮您稳定好每一批产品,如果您有遇到什么需要帮助解决的,可以点击右边的工程师,或者点击销售经理给您精准的报价以及产品介绍